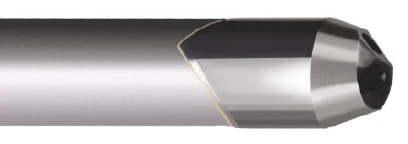
Q: What is the advantage of a brazed gun drill over a solid carbide gun drill?
Brazed gun drills combine a high-performance carbide cutting tip with a tough alloy steel shank. This gives you the cutting performance of carbide at the tip where it matters, while the steel shank absorbs vibration better and costs significantly less than a full solid carbide drill — especially in longer lengths.
Q: What hole tolerance can a Tungstool gun drill achieve?
Our brazed gun drills routinely achieve IT7 tolerance in a single pass. With optimized cutting parameters and a finishing pass, IT6 tolerance is achievable. Every drill is inspected before shipment.
Q: Can you re-tip or regrind our existing gun drills?
Yes. Our re-tipping service replaces worn carbide tips on your existing shanks. After precision alignment and testing, re-tipped drills deliver near-new performance at a fraction of the cost.
Q: What is the minimum order quantity?
No minimum. Order a single drill for testing, or place production quantities. We welcome both sample and volume orders.
Q: What information do you need to quote a custom gun drill?
Provide: (1) hole diameter and tolerance, (2) total drilling depth, (3) workpiece material, (4) machine type and coolant pressure available, (5) hole bottom shape (flat/spherical/angled). A drawing is helpful but not required.